یکی از مشکلاتی که جوشکارها با آن مواجه هستند چسبیدن الکترود به قطعه کار است اما من تصمیم دارم از دلایل این اتفاق در این مطلب با شما گفتگو کنم . و از تجربه و راهکارهای حل این مشکل به شما بگویم.
در جوشکاری الکترود اگر شما تازه کار و آماتور هستید بدون شک با مسکل چسبیدن الکترود به قطعه کار رنج می برید و حسابی شما را عصبانی میکند این امر برای جوشکاران مبتدی قطعا طبیعی است برای من هم رخ داده اما با رعایت چند نکته با چاشنی تمرین میتوان این مورد را به راحتی حل کرد .
جوشکاری چیست ؟
پس قبل از هر چیز لازم است به شما بگویم اصلا جوشکاری چیست و چطور تو قطعه به هم می چسبند.زمانی که شما از یک سمت انبر جوش و سوی دیگر انبر اتصال را به قطعه کار متصل میکنید مداری شکل میگیرد که با اتصال کوتاه شار الکتریکی از نوک الکترود به سمت قطعه کار رهسپار و در نتیجه قوسی الکتریکی ایجاد میشود که از شکل گیری آن حرارت و به طبع ذوب شدن الکترود و قطعه کار را تشکیل خواهد داد ، گودال شکل گرفته را اصطلاحا حوضچه مذاب می گویند که در این گودال پیوند بین قطعات به وجود خواهد آمد .
حالا اگر برخی نکات را رعایت نکنید نوک الکترود مصرفی شما به قطعه کار می چسبد و شما ناخودآگاه از کوره در رفته عصبانی میشود و می ماند با این الکترود چسبیده که کم کم دارد سرخ میشود چه کار کنید.
چطور قوس الکتریکی در ابتدا ایجاد کنیم؟
اولین قدم درست برای یک جوشکاری ایجاد قوس اولیه است برای این کار شما میتوانید از دو روش استفاده کنید
1- روش اول ( پیشنهادی ) تکنیک کبریتی است یعنی نوک الکترود را به سمت خود و بصورت روشن کردن کبریت به قطعه کار حرکت دهید و به محض ایجاد قوس به عقب برگشته و به اندازه قطر الکترود از قطعه کار فاصله بگیرید.
2-روش دوم ضربه زدن نوک الکترود به قطعه کار است برای این کار کافیست مرکز نوک الکترود را با چندین بار ضربه مستقیم به قطعه به یک قوس با ثبات مبدل کنید که معمولا چسبیدن الکترود در این مدل ایجاد قوس بیشتر است و ما روش اول را به شما توصیه میکنیم.
لازم است مجددا به شما بگویم هر دو روش نیازمند تمرن تکرار است که با انجام آن کم کم شروع قوس باثبات و با کیفیتی را خواهید داشت و عملا شانس چسبیدن الکترود را به شدت کاهش خواهید داد .
اما دلایل چسبیدن الکترود به قطعه کار
بعد ایجاد قوس حالا باید برخی اصول را رعایت کنید تا مانع از چسبندگی الکترود شوید که در ادامه به دلایل آن خواهیم پرداخت و راهکار ارائه خواهیم نمود
1-تنظیمات جریان
یکی از اصلی ترین دلایل چسبیدن الکترود پایین بودن جریان است این به این معنی است که شما بدرستی عملیات ذوب را انجام نمیدهید پس قوس پر حرارت نبوده و به طبع زود سرد و الکترود را به فلز میچسباند.
2-ولتاژ مدار باز پایین
اگر ولتاژ مدار باز یا اصطلاحا OCV کم باشد شکل گیری قوس به درستی صورت نمیگیرد و شار الکتریکی با کیفیتی نخواهید داشت مقدار کم OCV باعث ایجاد مقاومت بالا شده و الکترود را به قطعه می چسباند در اصل ولوم آرک فورس در اینورترهای جوشکاری برای تنظیم ولتاژ مدار باز است که بسته به نوع الکترود و قطعه کار می تواند با تنظیم آن شار مناسبی را ایجاد کرد.
3-کیفیت نامناسب پوشش الکترود
همه ما میدانیم نقطه ذوب الکترود به مراتب از قطعه کار پایین تر است این یعنی زمانی که قوس ایجاد می شود ابتدا مقطع الکترود مصرفی ذوب شده و سپس منجر به ذوب شدن قطعه کار میگردد اگر کیفیت پوشش الکترود نا مناسب ذوب شدن سریع آن یک توده مذاب تشکیل می دهد که باعث می شود میله جوش به فلز پایه بچسبد.
4-طول قوس کوتاه
طول قوس چیزی نیست جز فاصله بین نوک الکترود و سطح فلز پایه. اگر الکترود را خیلی به فلز پایه نزدیک کنید، به فلز پایه چسبانده می شود. به همین ترتیب، اگر الکترود را خیلی دور کنید، قوس شما خاموش می شود. بنابراین، حفظ یک طول قوس بهینه مشخص بسیار مهم است.
5-سطح کثیف فلز
اگر سطح فلز پایه بیش از حد زنگ زده باشد، ایجاد قوس ، دشوار می شود. حتی اگر بتوانید قوس را حفظ کنید، الکترود جوش در فواصل زمانی به فلز پایه میچسبد. ما می توانیم این را با قانون اهم توضیح دهیم که بر اساس آن
ولتاژ (V) = جریان (A) X مقاومت (Ω)
به عبارت دیگر، از آنجایی که ولتاژ ثابت است، افزایش مقاومت باعث کاهش متناسب جریان می شود. سطح زنگ زده مقاومت مدار ما را افزایش می دهد و در نتیجه میزان جریان را کاهش می دهد. و همانطور که قبلاً به شما گفتم، مقدار آمپر پایینتر علت شماره یک مشکلات چسبندگی الکترود است.
6- انتخاب الکترود نادرست
الکترود های جوشکاری انواع مختلفی دارند که هر کدام کاربردها و مزایای خاص خود را دارند. برخی از میله ها فقط برای DC کار می کنند در حالی که برخی دیگر می توانند در هر دو AC و DC کار کنند.
با انواع الکترودهای جوشکاری آشنا شوید
انتخاب میله ضخیم برای جوشکاری ورق های نازک نیز می تواند باعث مشکلات چسبندگی الکترود شود. فرض کنید از یک میله 5/64 اینچی E6013 با مقدار آمپر مناسب استفاده می کنید، اما همچنان میله پرکننده شما به فلز پایه می چسبد. یک راه حل برای این می تواند تغییر به میله نازک تر 1/16 اینچی E6013 باشد.
وقتی الکترود به قطعه چسبید چکار کنیم؟
اگر الکترود جوش شما به فلز چسبید ، نیازی به وحشت نیست. برای همه اتفاق می افتد. فقط یک تکان خوب به چپ و راست بدهید تا آزاد شودلطفا انبر را به عقب نکشید. اگر الکترود محکم به فلز بچسبد کار نمی کند.
حال اگر برای بار دوم از این میله با نوک فلزی لخت استفاده کنید، به احتمال زیاد دوباره آن را می چسبانید. برای جلوگیری از این امر، با استفاده از یک انبردست الگترود را تا جایی که محافظ از بین رفته است برش دهید و دوباره کار کنید.
راهکار نچسبیدن الکترود به قطعه چیست ؟
خوب تا اینجا متوجه شدید که چه دلایلی می تواند منجر به چسبیدن الکترود شود حالا در ادامه راهکارهای نچشبیدن الکترود را به شما خواهیم گفت
1-آمپر جوشکاری را به درستی تنظیم کنید
مطمئن باشید براساس مشخصات و نوع الکترود آمپر مناسبی را انتخاب کردید . به عنوان مثال الکترودهای 6010، 6011،6012 و 6013 می توانند با مقدار جریان پایین کار کنند. از طرفی الکترود های نوع 7018 و 7024 برای راه اندازی قوس به مقدار آمپر بالا نیاز دارند.
برای حل این موضوع یک نگاه به جدول زیر بیاندازید که میزان جریان را بر اساس نوع الکترود برای شما مشخص میکند.
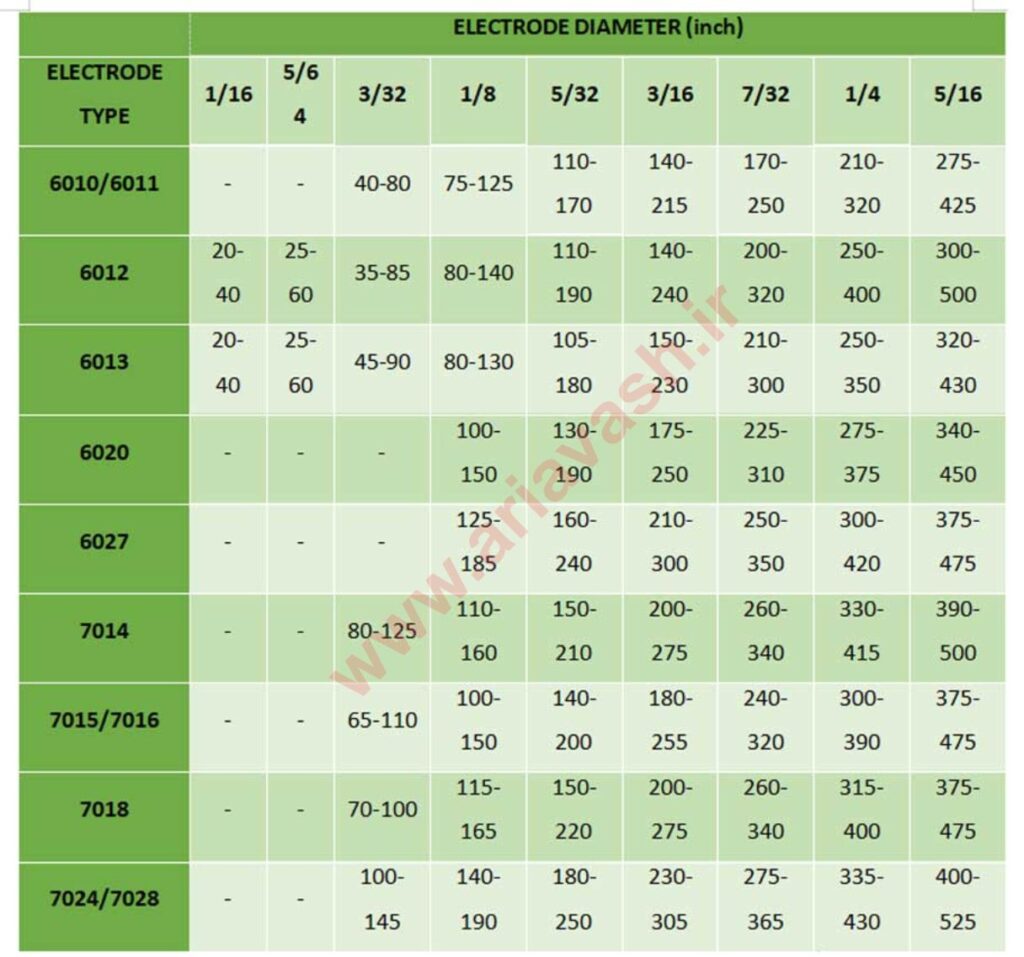
اگر به جدول دقت کنید هر چه ضخامت الکترود بیشتر می شود برای ذوب شدن نیاز به جریان بیشتر دارد . . بنابراین تنظیمات آمپراژ ایده آل باید بر اساس نوع الکترود و ماهیت جوش تعیین شود.
2-قطعه و الکترود را تمیز کنید
قبل از شروع کار، مطمئن شوید که الکترودهای شما فرسوده یا زنگ زده نیستند. سعی کنید پوشش الکترود را با انگشتان خود مالش دهید. اگر پوشش به راحتی از میله بیفتد، کیفیت پایین است و الکترود چسبندگی بیشتری خواهد داشت. از استفاده از این میله های بی کیفیت خودداری کنید.
از آنجایی که الکترود های بزرگتر در صورتی که جوش باید قوام خوبی داشته باشد، بالاترین نرخ رسوب را می دهد، از میله بزرگتر استفاده کنید. به همین ترتیب، با توجه به ماهیت جوش، باید تصمیم بگیرید که از چه اندازه الکترود استفاده کنید.
همچنین قبل از جوشکاری اطمینان حاصل کنید که هرگونه زنگ زدگی، رطوبت، روغن یا هر نوع ناخالصی را از سطح فلز پاک کنید. اگرچه جوشکاری چوبی در این نوع موقعیتها بخشندهتر است، اما شما را از مشکلات غیرمنتظره نجات میدهد.
3-انبر اتصال به درستی وصل کنید
اگر فلز پایه اتصال ضعیفی به زمین داشته باشد، می تواند باعث افزایش مقاومت کلی مدار شما شود. مقاومت بالا منجر به ولتاژ پایین مدار باز می شود که برخورد قوس را دشوار می کند. مطمئن شوید که اتصال زمین سالمی دارید. به دنبال هرگونه ترک در سیم زمین باشید. اگر اتصالات ترمینال بیش از حد زنگ زده است، سیم را در دو انتها قطع کنید و اتصالات تازه ایجاد کنید.
4-قوس ابتدایی را بدرستی ایجاد کنید
مشکلات چسبندگی الکترود هنگام برخورد با قوس بیشتر است. هفته ها یا ماه ها تمرین برای یادگیری مهارت ضربه زدن با قوس لازم است. دو روش متداول ضربه زدن به قوس، روش کشیدن (که روش ضربه زدن نیز نامیده می شود) و روش ضربه زدن که قبلاً در مورد آن صحبت کردیم نامیده می شوند.
5-طول قوس را بدرستی تنظیم کنید
هنگامی که توانستید یک قوس پایدار را حفظ کنید، سعی کنید فاصله مناسبی بین نوک میله و فلز پایه حفظ کنید. سعی کنید فاصله را کوتاه نگه دارید اما مطمئن شوید که فلز را لمس نکنید. همچنین طول قوس را زیاد افزایش ندهید زیرا باعث پاشیده شدن فلز در تمام نقاط می شود.
یک قانون کلی این است که هرگز از طول قوس بالاتر از قطر هسته مرکزی فلزی الکترود تجاوز نکند.
6-زاویه و سرعت حرکت الکترود را مناسب و منظم ر نظر بگیرید
من مطمئن هستم که تا به حال موقعیت های اولیه جوشکاری را می دانید. شما باید مطمئن شوید که در یک موقعیت راحت هستید تا ثبات جوش را تا آخرین لحظه حفظ کنید.
به عنوان مثال: اگر انبر (نگهدارنده الکترود جوشکاری ) را در بازوی راست خود نگه دارید، آرنج چپ خود را روی میز کار قرار دهید و از آن برای تثبیت الکترود خود استفاده کنید. به این ترتیب می توانید سرعت و زاویه را بدون دردسر در یک سطح نگه دارید.
اگر سرعت حرکت انبر را افزایش دهید، نفوذ را کاهش می دهد و اگر سرعت را کاهش دهید، نفوذهای عمیق کم عمق را فراهم می کند. بنابراین سعی کنید تعادل بین آنها را برای پایان جوش با کیفیت حفظ کنید.
7- الکترود مناسب انتخاب کنید
جوشکاری و نگهداری انبر در الکترودهای ضخیم دشوار است و احتمال چسبندگی آنها بیشتر است. اگر مبتدی هستید، پیشنهاد من این است که با یک میله جوش نازک 6013 شروع کنید زیرا کار با آنها بسیار آسان است. با کسب تجربه بیشتر، می توانید به سمت E7018 و E7024 پیش بروید.
8-از خشک بودن الکترود مطمئن شوید
اگر فقط از E6013 یا E6011 استفاده می کنید، نیازی نیست که نگران ذخیره سازی آنها باشید. هر الکترود با نامی که 10،11،12 یا 13 به عنوان دو رقم آخر داشته باشد (مانند E6013، E6012، و غیره) را می توان در یک محفظه خشک در دمای اتاق نگهداری کرد. اما در مورد میله های E7018 یا E7024 باید دقت بیشتری برای حفظ کیفیت آنها به خرج دهید.

آنها را در اجاق های خشک که می توانید دمای 200-400 درجه فارنهایت را حفظ کنید، نگهداری کنید.
جمع بندی
در این مطلب جامع تلاش کردم از تجربه و نکات مهم در زمینه دلایل چسبیدن الکترود و راهکارهای حل این موضوع با شما گفتگو کنم خلاصه کلام اینکه اگر میخواهید از شغل جوشکاری کسب درامد کنید سعی کنید جوشکاری را بصورت حرفه ای بیاموزید ما هم در کنار شما خواهیم بود و کمکتان خواهیم کرد پس برای مشاور و راهنمایی با ما تماس بگیرید.




سلام لطفا توضیح دهید چگونه می توان ورق ۱ میل را با الکترود جوش
داد
درود بر شما بهترین فرایند برای جوشکاری در ضخامت های پایین آرگون هست و استفاده از اینورترهای پالسی
سلام واقعا مطلب کاربردی بود و من همیشه با این موضوع مشکل داشتم
درود بر شما نظر لطف شماست ممنون بابت حس خوبتون از مطالعه این مطلب
سلام
یک راهکار دیگه برای نچسبیدن من خودم
استفاده میکنم اینه موقع شروع جوش بغل
الکترود میزنم به قطع کار الکترود به صورت ۹۰
درجه به سطح کار نمیزنم.اگه در حین جوشکاری
الکترود بچسبه از دستگاه جوش میتونه
باشه.یکی از دستگاه های خودم همین ایراد
داره برای جوشکاری لوله ثابت اصلا خوب نیست
درود ممنون از انتقال تجربه تون
مطلب عالی بود واقعا من تو این قضیه خیلی مشکل داشتم دمتون گرم
درود و سپاس از شما
عالی بود استفاده کردیم از مطالب خوبتون
درود ممنونم از ثبت نظر و اعلام رضایتتون پاینده باشید
با سلام.
در مورد جوش آرگون سوال داشتم. ایا با اینورتر معمولی می شود جوشکاری آرگون به صورت مقطعی انجام داد .
آیا به خاطر گران بودن دستگاه جوش آرگون این کار توصیه میشه یا از نظر استاندارد قابل قبول نیست .
درود بله امکانش هست فقط نوع آرگون خراشی است که میتونید توی لینک زیر مطلبش رو مطالعه بفرمایید
https://ariavash.ir/fa/%D8%AC%D9%88%D8%B4-%D8%A2%D8%B1%DA%AF%D9%88%D9%86-%D8%AE%D8%B1%D8%A7%D8%B4%DB%8C/
درود در بین بیش از 20 مقاله بهترین مقاله ای بود که در این زمینه خواندم. پیروز باشید
درود بر شما
خرسندم که این اطلاعات براتون مفید واقع شده .
همین چنتا کلیپ و توضیحات به اندازه یه دوره سه ماهه جوشکاری ارزش داشت
سپاس
سلام از این مطلب اندازه یک دوره کامل
یاد گرفتم-یک سوال اشتباه وصل کردن
کابل ها به دستگاه باعث چسبیدن
میشه؟؟
درود بر شما
وصل کردن اشتباه کابلها به دستگاه جوش میتواند باعث چسبیدن یا خرابی دستگاه بشه. اگر کابلها درست وصل نشوند، جریان برق به درستی منتقل نمیشود و ممکنه مشکلاتی مثل داغ شدن بیش از حد یا اتصال کوتاه پیش بیاد. همیشه کابلها رو طبق دستورالعمل دستگاه وصل کنید تا از این مشکلات جلوگیری بشه.