جوشکاری تیگ (جوشکاری آرگون) یا همان جوشکاری قوس تنگستن تحت پوشش گاز محافظ، یکی از مهم ترین روش های جوشکاری در صنایع مختلف کوچک و بزرگ پتروشیمی، نظامی، دریایی، هوایی، نیروگاه های برق و … می باشد. در ایران بیشتر با نام اختصاری و متداول جوش آرگون شناخته میشود. دلیل این نامگذاری بیشتر به خاطر استفاده از گاز آرگون در این فرایند جوشکاری است. از فرایند جوشکاری TIG میتوان برای جوشکاری فلزات سخت و غیر سخت، آهنی و غیر آهنی در تمام ضخامتها استفاده کرد. با استفاده از این نوع جوشکاری میتوان جوشکاری صفحات نازک و ظریف (به عنوان مثال: آلومینیومی) تا لوله های تحت فشار را انجام داد. در ادامه مطلب از سایت آموزشگاه آریاگستر به مراحل جوشکاری آرگون را از صفر تا صد مورد بررسی قرار می دهیم.
آماده سازی و تنظیمات دستگاه اینورتر جوشکاری

اولین و مهم ترین مراحل جوشکاری آرگون رعایت نکات ایمنی می باشد. قبل از انجام دادن هر گونه عملیات جوشکاری، بهتر است در ابتدا تمام نکات ایمنی را رعایت کنید. حتما از لباس ضد حریق با کلاه و دستکش ایمنی استفاده کنید تا خطرات احتمالی را به صفر برسانید. همان طور که می دانید نکات ایمنی در جوشکار حرف اول را می زند بنابراین استفاده از لباس و تجهیزات مخصوص را جدی بگیرید.
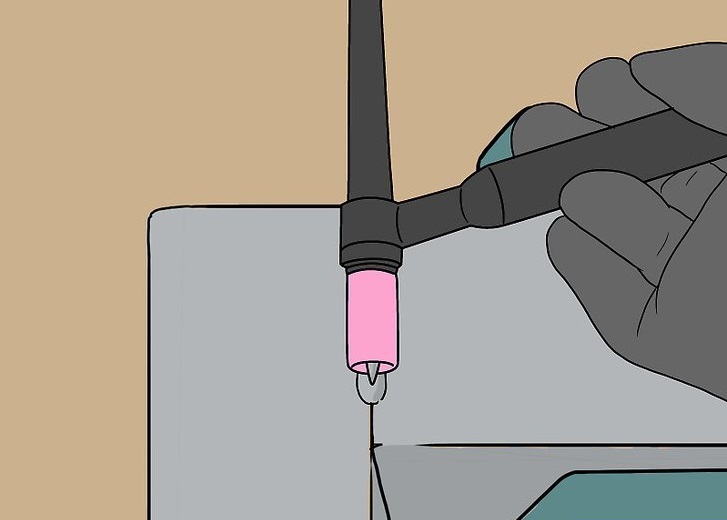
تورچ جوشکاری تیگ را به دستگاه وصل کنید
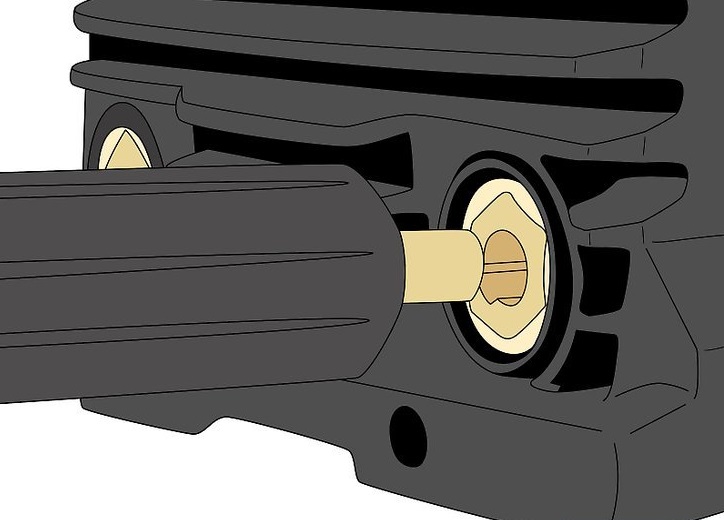
یکی دیگر از مراحل جوشکاری آرگون متصل کردن تورچ و پدال پا به دستگاه جوشکاری می باشد. تمام تورچ های جوشکاری دارای یک نازل سرامیکی هستند که به دستگاه جوشکاری متصل می شوند. تورچ را به جلو دستگاه اینورتر جوشکاری متصل کنید.
مرتبط بخوانید : 4 وضعیت جوشکاری که باید بشناسید + تصویر
پدال پا کنترل حرارت را به دستگاه متصل کنید
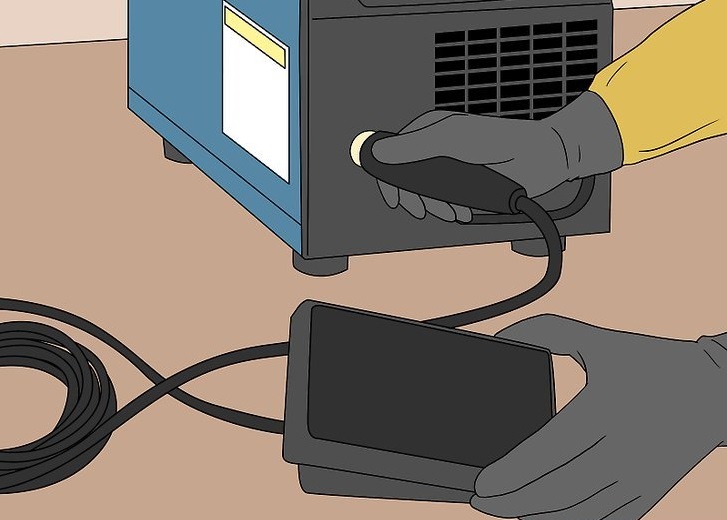
پدال پا در جوشکاری آرگون برای کنترل حرارت خروجی بر روی تورچ می باشد و یکی از مهمترین تجهیزات جوشکاری آرگون به شمار می رود. بعد از متصل کردن تورچ به اینورتر، پدال پا را نیز به دستگاه متصل کنید.
مرتبط بخوانید : مزایا و معایب شغل جوشکاری چیست ؟
جریان برق را متناسب با نوع فلز انتخاب کنید
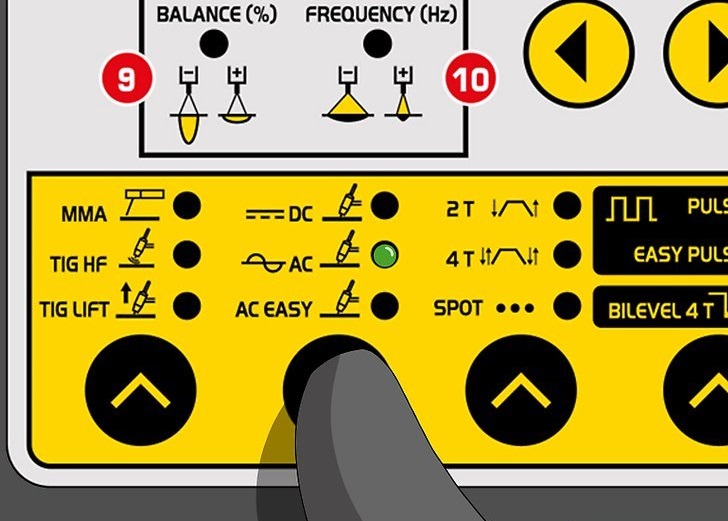
مهمترین مراحل جوشکاری آرگون اعمال درست تنظیمات جوشکاری می باشد. برای اینکه یک جوش بی نقص داشته باشید، باید در ابتدا به درستی تنظیمات اینورتر جوشکاری را انجام بدهید. به طور کلی هر نوع فلزی دارای یک ضخمات خاص بوده و باید همیشه متناسب با نوع، جنس و ضخمات فلز تنظیمات اینورتر جوشکاری را انجام داد. به طور مثال برای تایین جریان برق برای جوشکاری آلومینیوم باید جریان برق را روی AC تنظیم کنید همچنین اگر قصد دارید تا فولاد یا فلزات دیگر را جوش بدهید، باید جریان برق را بر روی DC تنظیم شود. به طور کلی اگر تنظیمات اینورتر جوشکاری به درستی انجام نشود در نهایت احتمال رخ دادن مشکلاتی همچون جوش نخوردن فلز، ذوب شدن بیش از حد و عیوب جوش بالا می باشد.
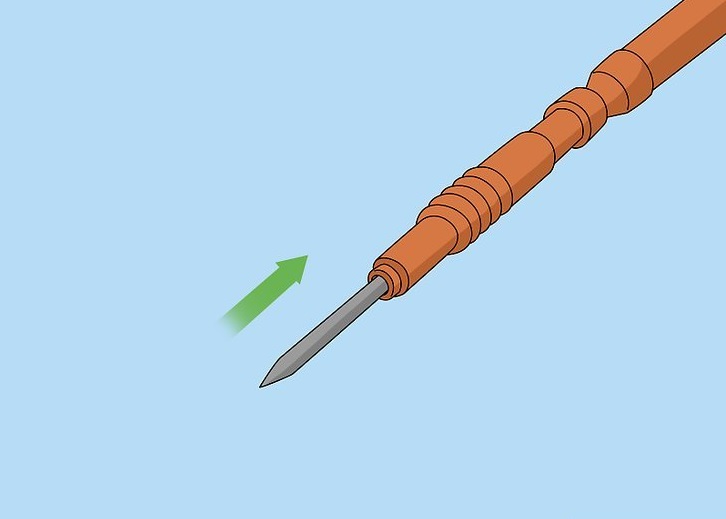
میزان قطر و ضخامت الکترود تنگستن
یکی دیگر از مهمترین مراحل جوشکاری آرگون تایین میزان قطر و ضخمات الکترود می باشد که به ضخامت، جنس فلز و نوع جریان برق بستگی دارد. به عنوان مثال اگر جریان برق شما AC باشد، باید نوک الکترود را با استفاده از یک سنگ، نوک تیز کنید همچنین اگر جریان برق جوشکاری شما DC باشد باید نوک الکترود پهن و گرد شده باشد. به عنوان مثال شما قصد دارید دو قطعه آلومینیوم را به یکدیگر جوش بدهید : بنابراین در ابتدا جریان برق AC را بر روی اینورتر جوشکاری تایین کرده سپس نوک الکترود را تیز می کنید. برخلاف آلومینیوم اگر قصد دارید تا فولاد یا فلزات دیگر را از روش جوشکاری آرگون به یکدیگر متصل کنید، جریان برق DC را انتخاب کرده و در نهایت نوک الکترود را پهن می کنید تا از بروز هرگونه عیوب جوش جلوگیری شود.
مرتبط بخوانید : 5نوع الکترود جوشکاری که باید بشناسید[ تصویر+کاربرد ]
جریان گاز را تنظیم کنید
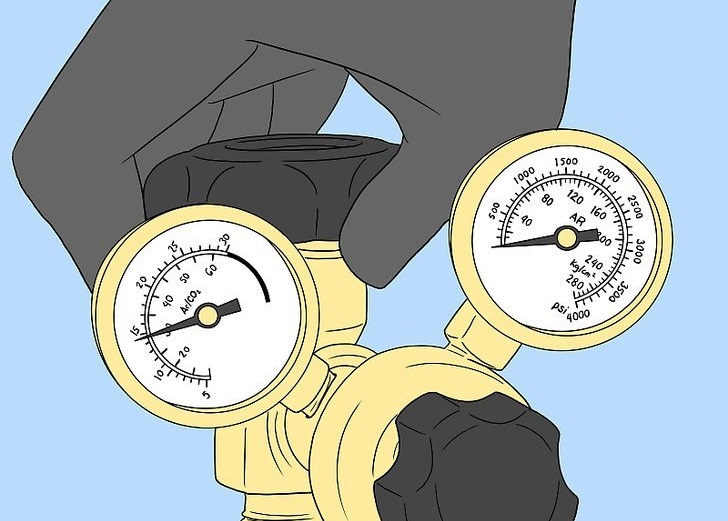
جریان گاز را متناسب با نوع جوشکاری تایین کنید می توانید از گاز آرگون خلاص یا ترکیب آرگون با هلیوم در جوشکاری آرگون استفاده کنید.
هم اکنون در دوره آموزشی جوشکاری آرگون ثبت نام کنید
آمپر را تنظیم کنید
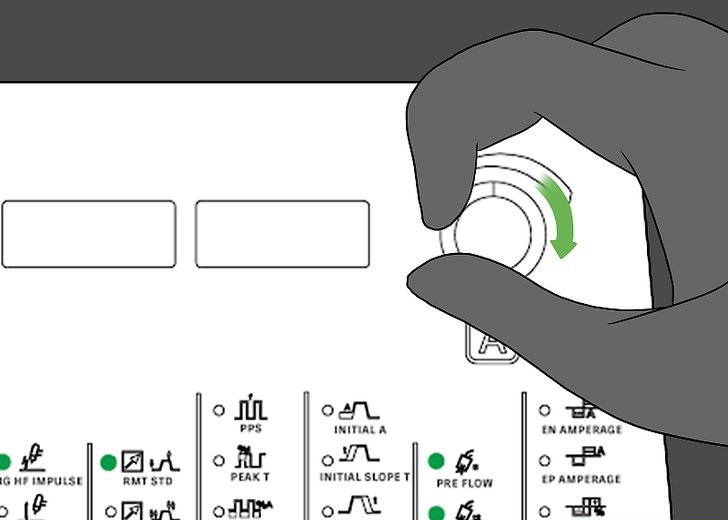
یکی دیگر از مراحل جوشکاری آرگون تنظیم آمپر دستگاه جوشکاری می باشد. به طور کاملا خلاصه و ساده هر چه قدر ضخامت فلز بیشتر باشد آمپر نیز باید در درجه بالا تنظیم شود و هرچه قدر هماهنگی شما با پدال پا حرارت بیشتر باشد در این صورت تسلط بیشتری بر روی روند جوشکاری خواهید داشت. توجه داشته باشید که تمرین کردن در جوشکاری آرگون و کسب مهارت و تجربه بسیار مهم و ضروری است بنابراین اگر یک مبتدی هستید از به وجود آمدن مشکلات احتمالی ترسی نداشته باشید و سعی کنید از اشتباهات خود درس بگیرید. به هر حال به نسبت های متداول آمپر توجه کنید :
اگر ضخامت فلز 1.6 میلی متر یا کمتر باشد بهتر است آمپر را بین 30 تا 120 تنظیم کنید.
اگر ضخمات فلز از 1.6 تا 2.4 میلی متر بود بهتر است آمپر را بین 80 تا 240 تنظیم کنید
اگر ضخامت فلز از 2.4 تا 3.2 میلی متر بود بهتر است آمپر را بین 200 تا 380 تنظیم کنید.
بیشتر بخوانید : 10 نکته مهم در تنظیمات اینورتر جوشکاری
عملیات جوشکاری آرگون

یکی از مهم ترین مراحل جوشکاری آرگون قبل از آغاز جوشکاری این است که سطوح فلز را کامل تمیز کنید تا از بروز عیوب جوش جلوگیری شود. بنابراین همیشه به یاد داشته باشید قبل از شروع جوش دادن هر نوع فلز، بهتر است در ابتدا تمام سطوح پاک و تمیز باشند.
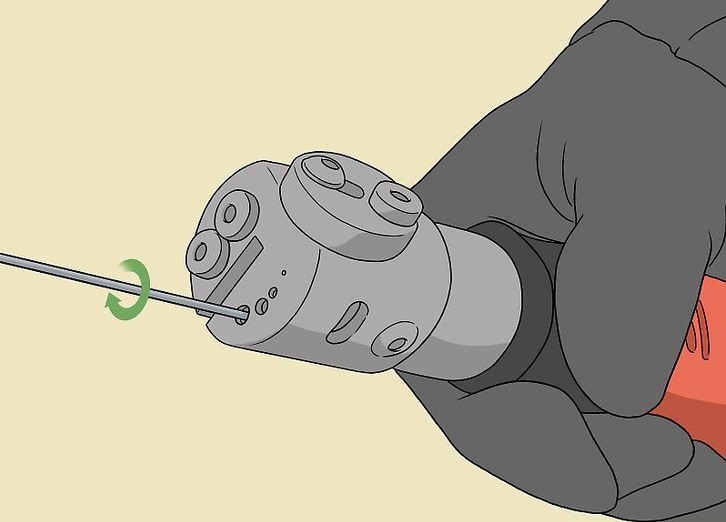
الکترود را داخل کولت جوشکاری قرار بدهید
در انتها کولت جوشکاری دارای یک پیچی است که با باز کردن آن می توانید الکترود را به داخل تورچ هدایت کنید نوک الکترود باید حدود 3.5 سانتی متر از نوک غلاف محافظ کولت به سمت بیرون آویزان باشد.
مرتبط بخوانید : بهترین اینورتر جوشکاری در دنیا + تصویر
با استفاده از فیکسچر و گیره، فلز را ثابت نگهدارید
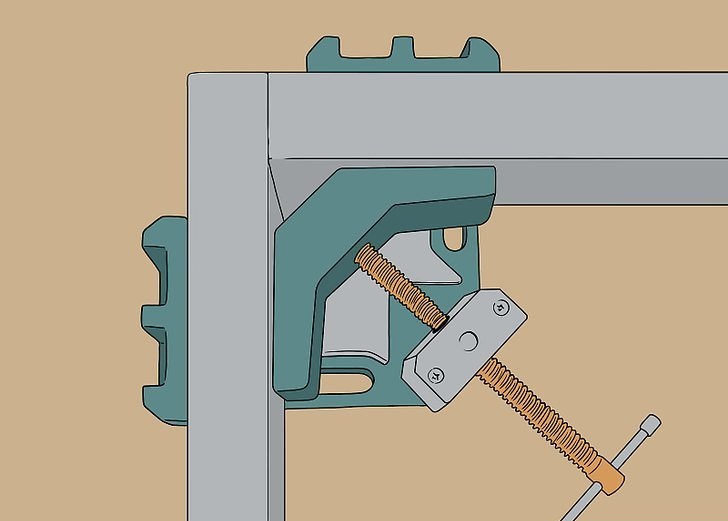
ثابت نگهداشتن فلز حین عملیات جوشکاری بسیار مهم است بنابراین برای ثابت نهگداشتن آن از گیره یا فیکسچر میز جوشکاری استفاده کنید تا فلز حین عملیات جابه جا نشود.
بین مکان اتصال دو فلز، چند خال جوش ایجاد کنید
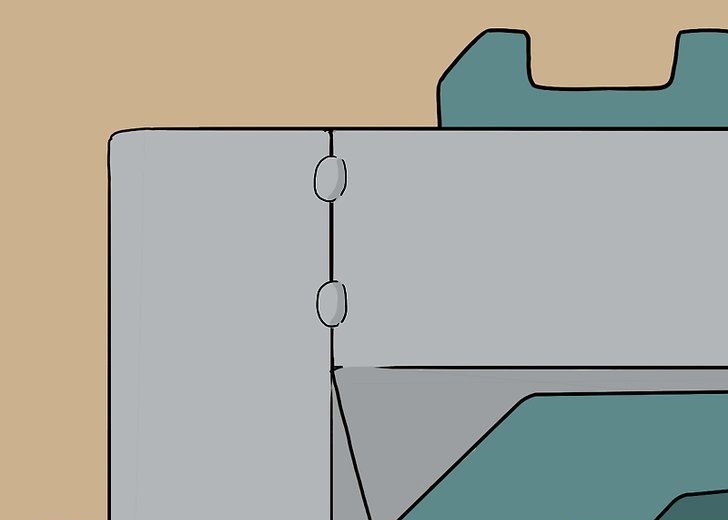
یکی دیگر از مراحل جوشکاری آرگون ایجاد خال جوش می باشد تا دو قطعه فلز در یک مکان ثابت حفظ شوند همچنین اگر مبتدی هستید یا گیره و فیکسچر ندارید حتما برای جوش دادن فلزات، ابتدا چند خال جوش بین آنها ایجاد کنید.
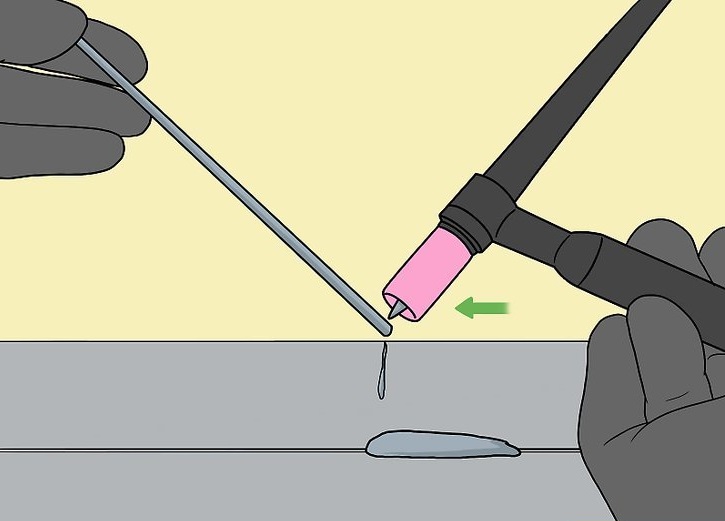
نحوه ایجاد خال جوش
تورچ جوشکاری آرگون را در دست گرفته و مطمئن شوید که تورچ جوشکاری در زوایه 75 درجه قرار گرفته است و نوک الکترود حدود 3.4 سانتی متر از غلاف کولت بیرون زده باشد و کمی تورچ را به سمت فلز و فیلر برده و اجازه دهید تا فیلر ذوب شود و در نهایت خال جوش ایجاد می شود. همچنین بیش از حد تورچ را به فلز نزدیک نکنید احتمال دارد فلز آلوده شود و عیوب جوش رخ دهد.
برای کنترل حرارت تورچ از پدال پا استفاده کنید
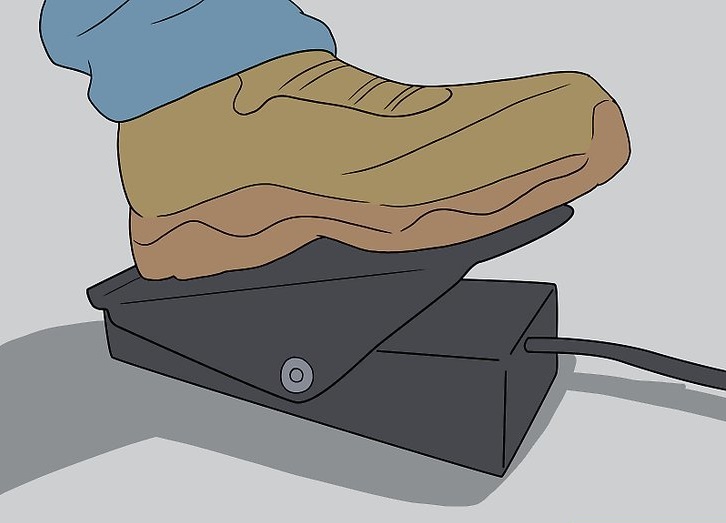
یکی از مهم ترین مراحل جوشکاری آرگون کسب مهارت در کنترل حرارت و پدال پا می باشد که اگر بخواهید جوش بی نقص داشته باشید باید این مرحله را بیش از حد تمرین کنید. اگر پدال پا را بیش از حد فشار دهید باعث ذوب شدن فلز می شود و اگر پدال پا را فشار ندهید، فیلر به طور کامل ذوب نشده و جوش بین دو فلز صورت نمی گیرد.
فیلر (میله پر کننده) جوش آرگون
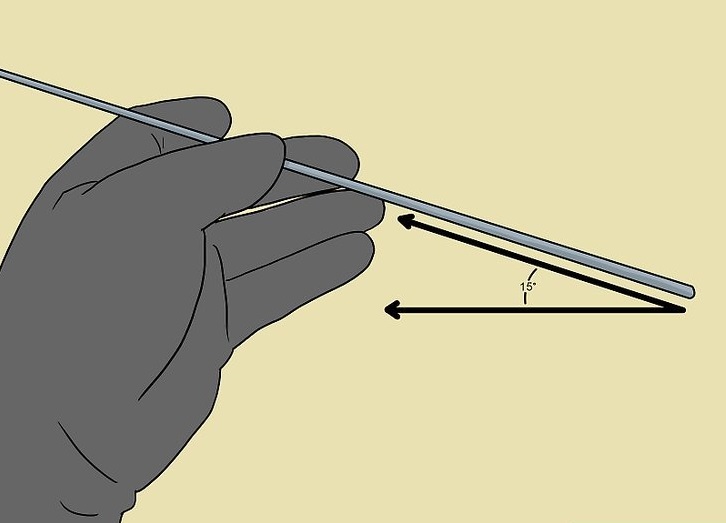
همیشه به یاد داشته باشید که فیلر را در حالت افقی و زوایه 15 درجه نگهدارید.
فلز را جوش بدهید
در جوشکاری آرگون شما به دو دست خود نیاز خواهید داشت باید تورچ را در زوایه 75 و فیلر را در زوایه 15 درجه نگهداشته و سعی کنید تمرکز کنید. فاصله بین میلر و تورچ باید خیلی کم باشد در صورتی که سطح فلز را لمس نکند در نهایت با استفاده از پدال پا گرما، حرارت وارد تورچ شده و از طریق الکترود باعث ذوب شدن فیلر می شود که در نهایت دو فلز به یکدیگر جوش می خورند. همچنین سعی کنید آرام تورچ و میلر را حرکت بدهید تا فلز به درستی جوش بخورد.
جمع بندی
مراحل جوشکاری آرگون بسیار پیچیده نبوده اما نیاز به مهارت و تجربه دارد اگر مبتدی هستید می توانید با شرکت در دوره های آموزشی جوشکاری آرگون در آموزشگاه آریاگستر مهارت و اطلاعات خود را از صفر تا صد برسانید و آسان تر از قبل وارد بازار کار پرتقاضا ترین نوع جوش بشوید.




سلام
من از مشاورتون پرسیدم گفتن حدود ۱۵ الی ۲۰ ساعت آموزش
دارید.درسته ک شهریتون مناسبه ولی ۲۰ساعت زمان مناسبی برای
یادگیری و کسب مهارت کافی اصلا کافی نیست.اگر از کسانی ک در
بازار کار سابقه زیاد در این رشته دارند درباره زمان آموزش سوال
بپرسید متوجه میشوید که حداقل ۴۰۰ساعت برای آموزش کافی
لازم هست.
درود بر شما
سئوال خوبی پرسیدید دوره ما اصلی ترین مباحث آموزشی در حوزه جوش آرگون است این توانایی در ما هست که با هر علاقمندی دوره های طولانی مدت در هر حرفه ای برگزار کنیم اما چند نکته
1-چهارصد ساعت آموزش یعنی بیش از 8 ماه اموزش از یک شیفت کاری
2-جهارصد ساعت یعنی بالغ بر 30 میلیون تومان هزینه که ناشی از مواد مصرفی ، استهلاک ،هزینه استاد ،برق ،تجهیزات آموزشی و ….
3-چهارصد ساعت یعنی عدم مدیریت زمان در صحنه پرشتاب کسب و کار
برآیند موضوعات اشاره شده یعنی اینکه مدیریت زمان ،انرژی و هزینه به ما و شما کمک خواهد کرد دوره با مهمترین و کلیدی ترین مباحث اموزشی همراه باشد در ضمن ما دوره های تکمیلی و تخصصی تری نیز در حوزه فرآیند های متنوع جوش داریم که در صورت تمایل مهارت آموز و علاقمندی وی به او ارائه خواهیم کرد.