جوشکاری قوس با گاز محافظ (GMAW) که در آن از گاز محافظ کربن دی اکسید استفاده می شود، جوش CO2 گویند. جوشکاری میگ (MIG) یا به اصطلاح جوش CO2 یکی از رایج ترین نوع جوشکاری می باشد که از الکتریسیته برای آب کردن و متصل کردن قطعات فلز به یکدیگر استفاده میکند. در خیلی از مواقع جوشکاری MIG با نام تفنگ چسب مذاب نیز شناخته می شود. بطور عمده یکی از راحت ترین انواع جوشکاری است که می توانید فرا بگیرید. بهتر است در ابتدا کمی با تاریخچه جوشکاری میگ (CO2) آشنا شویم. جوشکاری CO2 در اواخر دهه 1940 توسعه یافت و به سرعت در صنعت های مختلف محبوب و رایج شد.
دلیل این محبوبیت حذف سیم الکترودی بود که به طور مداوم نیاز به منبع تغذیه داشت و الکترود تنگستن جایگزین آن شد. به دلیل مقرون به صرفه بودن جوشکاری میگ تاکنون در صنعت مختلف ساخت و ساز، مسابقات اتومبیل رانی و غیره موثر می باشد. اکنون جوش CO2 (Mig) به جوشکاری قوس فلزی با گاز محافظ (GMAW) تغییر نام کرده است. اما اگر شما از این اصطلاح استفاده کنید ، بسیاری از مردم ، نخواهند فهمید منظور شما چیست. نام MIG یا CO2 یک اصطلاح جا افتاده در این عرصه است. جوشکاری میگ برای جوش دادن فلزاتی ضخیم و نازکی مانند : فولاد کربن، فولاد ضد زنگ ، آلومینیوم ، منیزیم ، مس ، نیکل ، برنز سیلیکون و آلیاژهای دیگر بسیار موثر و مقرون به صرفه می باشد. در ادامه مطلب از سایت آموزشگاه آریاگستر به نکات و ترفند مهم در جوش CO2 می پردازیم.
جوشکاری Mig چه کاربردی دارد ؟

جوشکاری میگ کاربرد های زیادی در برخی از بزرگترین صنایع جهان دارد و می توان به موارد زیر اشاره کرد :
* ساخت و ساز
* تولید خودرو
* هوافضا
* جوش لوله / اتصالات لوله ها
* کشتی سازی
* ساخت سفارشی
* تعمیر و ساخت راه آهن
* جوشکاری زیر آب
همان طور که گفته شد به دلیل مقرون به صرفه بودن جوشکاری میگ و کاربرد موثر آن در صنایع کوچک و بزرگ امروزه یکی از بهترین روش جوشکاری می باشد.
مرتبط بخوانید : 6 اصل مهم در آموزش جوشکاری مبتدی که باید بدانید!
مزایا جوش CO2
یادگیری آسان : اولین و مهم ترین مزایا جوشکاری CO2 برای افراد تازه کار و مبتدیان ساده بودن مراحل جوشکاری میگ (Mig) می باشد. به عنوان مثال در جوشکاری تیگ (Tig)، جوشکار علاوه بر نگهداشتن و هدایت فیلر (سیم پر کننده جوشکاری) باید بر روی تورچ و میزان حرارت وارد شده ناشی از فشار دادن پدال پا دقت کند. اما در جوشکاری میگ عملیات جوشکاری تنها با یک دست نیز قابل انجام دادن می باشد.
کارایی بالا : جوشکاری میگ را می توان برای جوش دادن طیف وسیعی از فلزات و آلیاژها استفاده کرد. همچنین جوش CO2 خروجی تمیز تری نسبت به سایر جوش ها دارد. در نتیجه وقت کم تری برای تمیز کردن و صیقل دادن قطعه بعد از جوش خواهید داشت.
کنترل : تنظیمات متعددی برای جوشکاری میگ وجود دارد و این اجازه را به جوشکار می دهد تا سرعت تغذیه سیم، آمپر و موارد دیگر را به طور دلخواه باتوجه به میزان مهارت و تجربه خود تنظیم کند. فرآیند جوش CO2 می تواند بطور کاملا اتوماتیک یا نیمه اتوماتیک باشد .
معایب جوش CO2
هزینه : هزینه دستگاه جوشکاری میگ نسبتا بالا می باشد. همچنین هزینه تعمیر و تعویض قطعات دستگاه جوش میگ نیز بالا است.
حمل و نقل دستگاه جوشکاری میگ به دلیل تجهیزات مختلف دشوار می باشد.
موقعیت جوشکاری محدود : عمده ترین عیب این نوع جوشکاری این است که در موقعیت های عمودی قابل استفاده نیست .
مرتبط بخوانید : 5 تجهیزات جوشکاری تیگ که باید از کاربرد آنها مطلع باشید
فرآیند جوش CO2

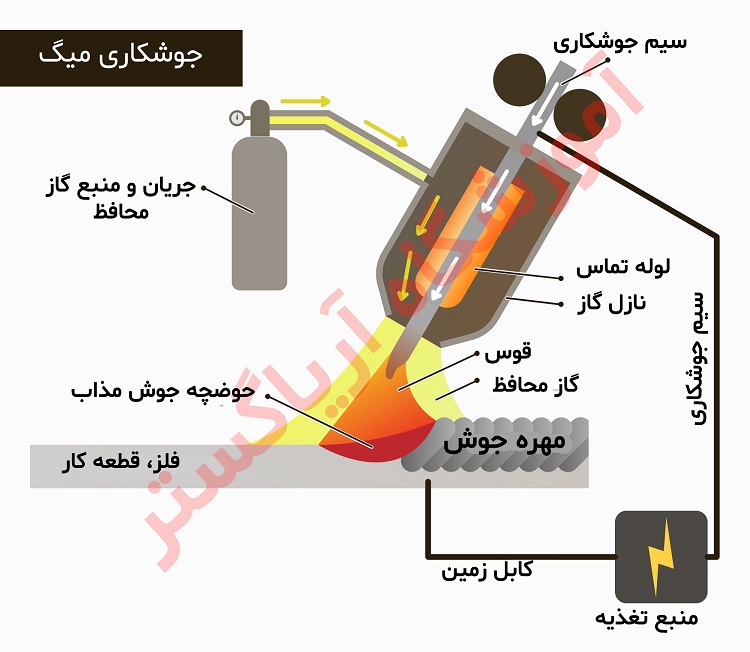
اکنون که با مزایا و معایب جوشکاری میگ آشنا شده اید بهتر است با فرآیند آن نیز آشنا شوید. به طور کلی فرآیند جوشکاری میگ زمانی رخ می دهد که یک قوس الکتریکی بین الکترود و قطعه کار ایجاد می شود. الکترود به طور مداوم تغذیه می شود و از گاز محافظ برای حفظ قوس بین الکترود و قطعه کار استفاده می شود. این فرآیند نمیه اتوماتیک در نظر گرفته می شود زیرا تغذیه الکترود و قوس توسط برق کنترل می شود اما سرعت حرکت تورچ و موقعیت جوشکاری به عهده جوشکار می باشد. برای ایجاد یک جوش تمیز و بی نقص جوشکاران باید از نحوه هدایت صحیح و تمیز کردن تورچ، بهینه سازی ولتاژ، تنظیم سرعت جریان و نرخ تغذیه الکترود تسلط داشته باشند. به عبارتی دیگر سرعت حرکت دادن تورچ بر روی قطعه کار مانند جوشکاری تیگ بسیار حائر اهمیت می باشد. سرعت حرکت دادن تورچ نیز به عوامل زیادی مانند ضخمات فلز، میزان ولتاژ و جریان بستگی دارد.
به عنوان مثال اگر در حال جوش دادن فلزی نازک هستید باید سرعت حرکت تورچ را مقداری افزایش دهید تا مهره جوش ایجاد شده باعث ذوب بیش از حد فلز نشود. حین جوشکاری میگ نیروی جاذبه از جمله عواملی است که باعث حرکت قطرات مذاب به سمت حوضچه می گردد. چنانچه جرم قطره مذاب افزایش بیابد، این نیرو نیز افزایش پیدا می کند. هنگامی که نیروی جاذبه بیشتر از نیرویی باشد که قطره مذاب را روی الکترود نگه داشته است (نیروی کشش سطحی) ، انتقال قطرات مذاب به راحتی انجام می گیرد.
مرتبط بخوانید : 4 نکته مهم برای شروع جوشکاری
ابزار و تجهیزات مورد نیاز جوش CO2

منبع نیرو : وظیفه تنظیم ولتاژ مناسب برای تشکیل قوس و آمپر لازم را برای ذوب فلز فراهم می کند.
سیم تغذیه : سیم جوش را با یک سرعت ثابت به قوس جوش تغذیه می نماید.
سیستم گاز محافظ : وظیفه محافظت از قوس جوش را در برابر عناصر مضر هوا بر عهده دارد.
* مشعل (تورچ)
* گیره
* میزکار جوشکاری
* انبر
* تجهیزات ایمنی ( کلاه، دستکش و لباس های مخصوص جوشکاری)
مرتبط بخوانید : 5 تکنیک مهم در جوشکاری عمودی که باید بدانید
مخزن گاز جوش CO2
همان طور که گفته شد گازهای محافظ (shielding gas) برای جوشکاری میگ مورد نیاز هستند. زیرا برای محافظت از حوضچه و قوس جوش در برابر آلاینده های موجود در هوا کاربرد دارد. رایج ترین گاز های بی اثر برای جوشکاری میگ معمولا آرگون و CO2 می باشد. به عبارتی دیگر این نوع گاز ها خنثی بوده و تحت واکنش شیمیایی قرار نخواهند گرفت. بدون گاز محافظ جوشهای شما قهوه ای بنظر می رسد ، پراکنده است و به طور کلی خیلی خوب نیست. شیر اصلی مخزن را باز کنید و مطمئن شوید مقدار کافی گاز در مخزن وجود دارد. میزان گاز باید بین 0 تا 2500 PSI در مخزن باشد و بسته به نوع تنظیم کار و نوع تفنگ جوشکاری مورد استفاده ، باید بین 15 تا 25 PSI تنظیم شود.
تفاوت اصلی جوشکاری میگ (Mig) و مگ (Mag) در چیست ؟

اگر بخواهیم به تفاوت اصلی بین جوشکاری میگ (Mig) با جوشکاری مگ (Mag) بپردازیم باید به نوع گاز محافظ به کار رفته در آن ها اشاره کنیم. در جوشکاری مگ (Mag) از نوع گاز محافظ فعال مثل گاز کربن دی اکسید، اکسیژن هیدروژن و نیتروژن استفاده می شود. از دلایل اصلی استفاده از این گاز های فعال برای جوشکاری مگ می توان به میزان افزایش و پایداری قوس و همچنین دمای آن و کاهش مواد مذاب موجود در حوضچه اشاره کرد. اما گاز مورد استفاده در جوشکاری میگ (Mig) ، گاز محافظ خنثی مثل هلیوم و آرگون و در مواقعی ترکیب گاز آرگون با Co2 می باشد.
دیگر تفاوت این روش می توان به برتری جوشکاری میگ و کیفیت بالاتری که نسبت به جوشکاری مگ دارد، اشاره کرد، چرا که استفاده از گازهای خنثی در روش میگ باعث شده است تا هیچ گونه واکنشی با حوضچه مذاب نداشته باشد. در نتیجه این برتری قیمت جوشکاری میگ نسبت به جوشکاری مگ بیشتر می باشد.
مرتبط بخوانید : از صفر تا صد جوشکاری آرگون
مراحل جوش CO2 گام به گام

درست است که جوش CO2 ساده ترین نوع جوشکاری می باشد اما ممکن است برای افراد تازه کار و مبتدیان کمی دشوار بوده اما در ادامه مطلب سعی می شود تا مراحل را به طور کاملا ساده بیان کنیم در ابتدا دوباره فرآیند جوشکاری میگ را بررسی می کنیم. در جوشکاری MIG یک قوس بین انتهای الکترود سیمی و قطعه کار زده می شود که باعث ذوب هر فلز شده و یک حوضچه جوش ایجاد می کند. در این جا سیم هم نقش منبع گرما (با ایجاد قوس در نوک سیم جوش) و هم نقش فلز پرکننده را برای فرایند ایفا می کند.
سیم جوش از طریق یک لوله که لوله تماس (Contact Tube) نامیده می شود، به حوضچه تغذیه می شود. جنس این لوله عمدتا از جنس مس است. حوضچه جوش نیز با تزریق مداوم گاز محافظ از تفنگ جوشکاری، از اتمسفر اطراف محافظت می شود.
مرتبط بخوانید : 5 نوع الکترود جوشکاری که باید بشناسید
نکات ایمنی را رعایت کنید

همان طور که می دانید در انواع جوشکاری در ابتدا باید نکات ایمنی را رعایت کنید. برای شروع اطمینان حاصل کنید تا تمام پوست صورت، بدن و دست هایتان توسط لباس، دستکش و کلاه مخصوص جوشکاری پوشیده باشد. اگر به طور مداوم و روزانه مشغول به جوشکاری هستید توصیه می کنیم یک کلاه ایمنی جوشکاری باکیفیت تهیه کنید تا از چشم هایتان در برابر اشعه ماوراء بنفش حفاظت کند.
مرتبط بخوانید : 5 ویژگی مهم جوشکار حرفه ای که باید بدانید
تورچ (مشعل) جوشکاری مناسب خود را تهیه کنید
تورچ از ماشه ای تشکیل شده است که جریان سیم و جریان برق را کنترل می کند. سیم با نوک مس قابل تعویض هدایت می شود که برای هر نوع کار جوش بصورت خاص ساخته شده است. نوک ها در اندازه متفاوتی هستند تا متناسب با قطر هر سیم شما در جوشکاری استفاده شوند . به احتمال زیاد این قسمت از روال جوش برای شما تنظیم شده است . قسمت بیرونی نوک مشعل توسط یک درپوش سرامیکی یا فلزی پوشانده شده است که از الکترود محافظت می کند و جریان گاز را از نوک اسلحه هدایت می کند. مشعل جوش CO2 به طور کلی دو نوع دارد : یا توسط آب خنک می شود یا هوا. اگر پروژه های جوشکاری شما کمتر از 200 آمپر هستند بنابراین از تورچ هایی استفاده کنید که توسط هوا خنک می شوند. اگر به آمپر بیشتر از 200 نیاز دارید پس بهتر است از تورچ با خنک کننده آبی استفاده کنید.
سیم مناسب جوشکاری خود را تهیه کنید
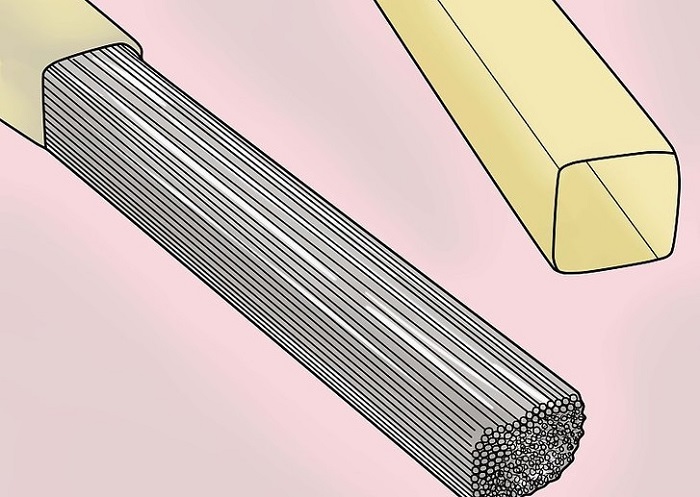
همیشه سعی کنید جنس سیم جوش CO2 را متناسب با جنس فلزی که می خواهید جوش بدهید انتخاب کنید. به عنوان مثال اگر قصد دارید دو قطعه فولاد ضد زنگ را به هم دیگر جوش بدهید بهتر است سیم جوشکاری شما نیز از جنس فولاد ضد زنگ نیز باشد. اینگونه هیچ لکه و کثیفی روی کار ایجاد نمی شود. برای جوشکاری فولاد دو نوع سیم اصلی وجود دارد AWS ER70S-3 یک سیم فولادی همه منظوره می باشد. این سیم مقرون به صرفه بوده و انتخاب مناسبی است. همچنین AWS ER70S-6 یک سیم فولادی با کیفیت بالا می باشد که برای جوش دادن فولاد زنگ زده یا کثیف طراحی شده است. در نهایت قطر سیم خود را براساس ضخامت فلزی که جوش می دهید تعیین کنید. برای جوش دادن فلزات نازک از سیم نازک و برای جوش دادن فلزات ضخیم از سیم جوش ضخیم تر استفاده کنید. از خواص این سیم جوش ها عدم پاشش ، قوس پایدار و یکنواختی جوش در سرعت های بالا می باشد که با گاز CO2 و دیگر مخلوط گازها نظیر آرگون مناسب برای جوشکاری سازه های فلزی، خطوط لوله و صنایع خودروسازی می باشد.
سیم را داخل قرقره قرار بدهید
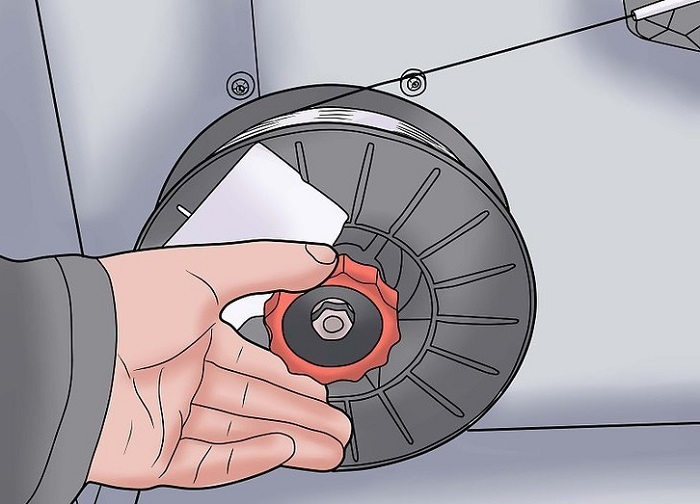
در داخل دستگاه جوش یک قرقره سیم و یک سری غلطک پیدا خواهید کرد که سیم را به سمت مشعل جوش ارسال می کند. اتفاقات زیادی در این قسمت نمی افتد . بنابراین ارزش آن را دارد که برای آن زمان بگذارید و خود را با قسمت های مختلف آن آشنا کنید. اگر در جمع شدن سیم به هر دلیلی مشکل ایجاد شود (این اتفاق هر از گاهی روی می دهد) باید این قسمت از دستگاه را بررسی کنید. قرقره بزرگ سیم را باید با مهره تنشی نگه داشت. مهره باید به اندازه کافی محکم باشد که بتواند از حلقه زدن قرقره جلوگیری کند . اما آنقدر محکم نباشد که غلطک ها نتوانند سیم را از قرقره بیرون بکشند. سعی کنید در ابتدا سیم جوش را تا حد ممکن صاف کنید تا از ایجاد گره و شکستن آن جلوگیری شود سپس سیم را در داخل قرقره قرار بدهید.
مرتبط بخوانید : 6 نوع جوشکاری قوس الکتریکی
انتخاب گاز مناسب جوش CO2
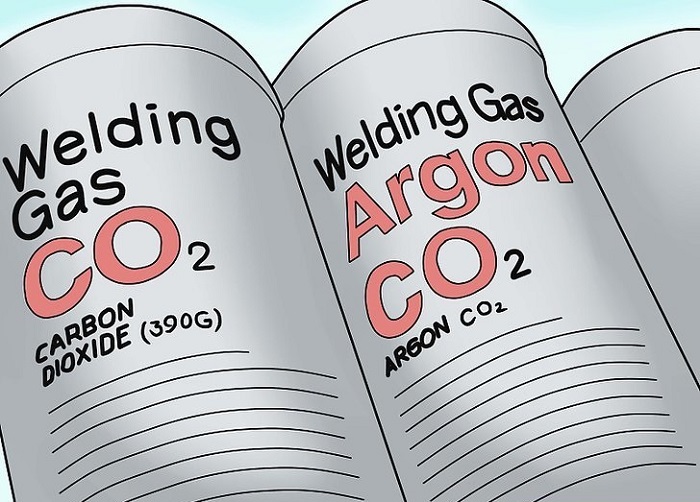
ترکیب 75 درصد گاز آرگون، 25 درصد دی اکسید کربن به عنوان بهترین گاز محافظ همه منظوره برای فولاد کربنی عمل می کند. این ترکیب کمترین میزان پاشش و بهترین ظاهر را ایجاد می کند و باعث سوختن سطحی فلزات نازک نمی شود. اگر نیاز به نفوذ عمیق تری دارید، 100 درصد کربن دی اکسید به درد شما می خورد که آن موقع جوشکاری شما از نوع MAG خواهد بود.
تنظیم ولتاژ و آمپر
برای تنظیم ولتاژ و آمپر جوش CO2 به متغیر های زیادی مثل ضخامت فلز، نوع فلز، پیکربندی اتصال، موقعیت جوشکاری، گاز محافظ و سرعت تغذیه سیم بستگی دارد. برخی شرکت های ارائه دهنده تجهیزات جوشکاری، این کار را به طور اتوماتیک انجام می دهند. به عنوان مثال فناوری تنظیم خودکار که مثلا در دستگاه هایی با برند Miller و مدل های Millermatic یافت می شود. با این فناوری به سادگی می توانید قطر سیم مورد استفاده خود را انتخاب کنید. به این طریق که ضخامت سیم را وارد کرده و سیستم برای شما تنظیم خودکار، ولتاژ و آمپراژ و سرعت تغذیه مناسب سیم را انتخاب می نماید.
برای عملیات جوش CO2 آماده شوید
اکنون که مراحل فوق را انجام داده اید بهتر است در ابتدا موقعیت جوشکاری خود را تعیین کنید. در گام اول موارد ایمنی را رعایت کرده و سطوح فلزی که قصد جوش دادن آن را دارید تمیز کنید. برای کسانی که مبتدی هستند پیشنهاد می کنیم وضعیت جوشکاری تخت را اول امتحان کنند زیرا بسیار آسان و ساده می باشد. همانند تصویر دو قطعه فلز را با کمک گیره ها در یک جا محکم ثابت نگهدارید سپس تورچ را در زوایه 90 درجه قرار داده و یک مهره جوش ایجاد کنید.
جمع بندی
همان طور که مطالعه کردید جوش CO2 یا میگ، رایج ترین و در عین حال ساده ترین نوع جوشکاری برای مبتدیان می باشد البته یادگرفتن تمام نکات ریز و درشت آن به تمرین و تکرار نیاز دارد و با خواندن چند راهنما و تماشا کردن فیلم قطعا نمی توانید یک شبه جوشکار شوید. اگر علاقه شدیدی به جوشکاری دارید می توانید با شرکت در دوره های آموزشی جوش CO2 آموزشگاه آریاگستر از صفر تا صد مهارت و دانش خود را در این حوزه افزایش بدهید.



