جوشکاری چیست؟
عمل ایجاد پیوند بین اتمهای دو جسم را جوشكاری گویند. این پیوند می تواند بین دو فلز هم جنس و یا غیر همجنس, بین فلز یا غیر فلز و یا بین دو ماده غیر فلزی (پلاستیك) انجام شود.
عمل جوشكاری می تواند با حرارت و یا بدون حرارت, با فشار یا بدون فشار, با ماده كمكی یا بدون آن انجام شود. جوشكاری از نظر ذوب به دو دسته كلی تقسیم بندی می گردد.
١ -جوشكاری غیر ذوبی ٢ -جوشكاری ذوبی
با انواع الکترود تنگستن آشنا شوید
جوشكاری غیر ذوبی:
در این روشها بدون ذوب لبه های اتصال, عمل جوشكاری انجام می گیرد. جوشكاری غیر ذوبی به دو دسته زیر تقسیم می گردد:
الف) بدون استفاده از حرارت
ب) با استفاده از حرارت
جوشكاری غیر ذوبی بودن استفاده از حرارت در این روش قطعات در دمای محیط توسط ضربه یا فشار به یكدیگر جوشكاری می شوند. مانند: جوشكاری انفجاری, جوشكاری التراسونیك, جوشكاری با ضربات چكش, جوشكاری توسط غلتك كاری
جوشكاری غیر ذوبی به وسیله حرارت
در این روش قطعات تا دمای خمیری شدن حرارت داده می شوند سپس توسط فشار با ضربه عمل جوشكاری انجام می گیرد. مانند: جوش آهنگری, جوش غلتك كاری گرم.
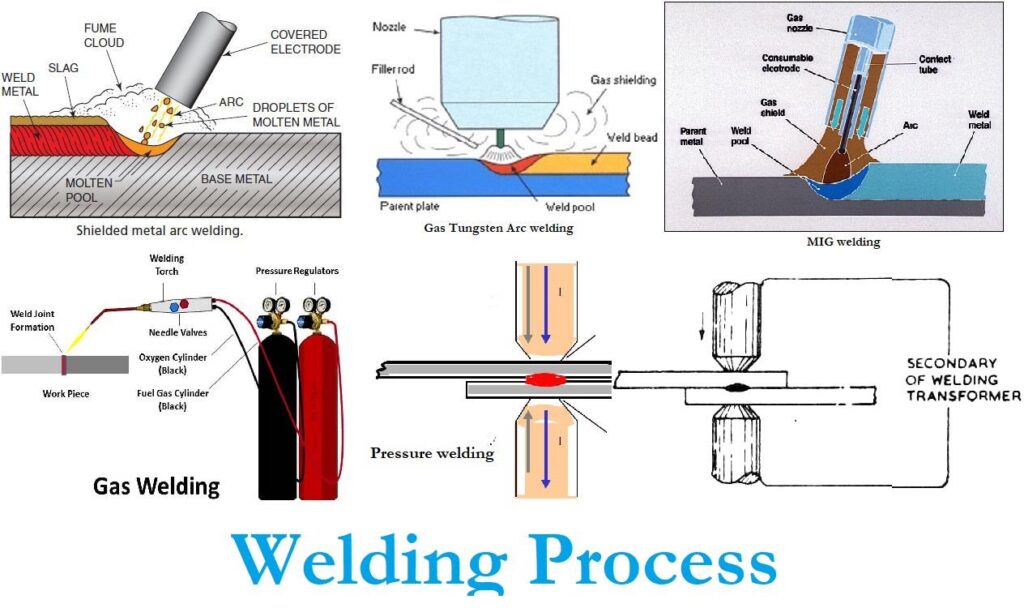
جوشكاری ذوبی
در این روش با استفاده از حرارت لبه های اتصال ذوب شده و سپس با استفاده از ماده كمكی و یا بدون آن عمل جوشكاری انجام می شود. مانند جوشكاری اكسی گاز كه از حرارت حاصل از سوختن یك گاز سوختنی مانند استیلن با اكسیژن لبه های كار به دمای ذوب رسیده و در هم ادغام می گردند و پس از منجمد شدن عامل جوشكاری انجام می شود و یا مثل جوشكاری با قوس الكتریكی نظیر جوشكاری برق, تیگ, میگ مگ, زیر پودری, پلاسما. منابع حرارتی مورد استفاده در جوشكاری عبارتند از:
١ –شیمیائی:
از فعل و انفعالات شیمیائی می توان برای تولید حرارت استفاده نمود مانند عمل سوختن گازهای سوختنی با اكسیژن یا جوشكاری ترمیت كه از واكنش بین پودر آلومینیوم و اكسید آهن حرارت زیادی ایجاد شده و باعث ذوب و احیاء اكسید آهن می گردد و آهن مذاب حاصل برای جوشكاری به كار می رود.
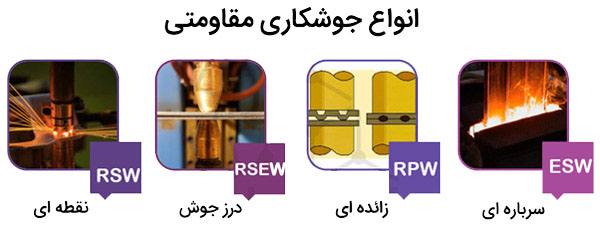
٢ –الكتریكی:
از انرژی الكتریكی می توان برای جوشكاری مقاومتی, جوشكاری با قوس الكتریكی و جوشكاری الكترون بیم استفاده نمود.
٣ –نوری:
انرژی نوری در جوشكاری با لیزر از یك شعاع نوری متمركز با انرژی زیاد استفاده می گردد.


ویدئو های جذاب جوشکاری در صفحه اینستاگرام
اتصالات چیست ؟
انواع اتصالات در صنعت, هر سازه فلزی از قطعات مختلف ریخته گری شده, نورد كاری شده و ماشین كاری شده ساخته می شود و این قطعات به روشهای مختلفی به یكدیگر متصل می گردند كه عبارتند از: پیچ, پرچ, خار, پین, لحیم و جوش. روشهای فوق را می توان به صورت ذیل دسته بندی نمود
الف) اتصال موقت: پیچ, پین, خار.
ب) اتصال نیمه موقت: پرچ, لحیم.
ج) اتصال دائم: جوشكار
اتصال موقت:
به اتصالی گفته می شود كه در صورت جدا نمودن عامل اتصال (پیچ, پین, خار), به فلز پایه و عامل اتصال آسیبی وارد نمی گردد.
اتصال نیمه موقت:
به اتصالی گفته می شود كه در صورت جدا نمودن عامل اتصال (پیچ, پین, خار), فلز پایه صدمه ای نمی بیند ولی عامل اتصال از بین می رود.
اتصال دائم:
به اتصالی گفته می شود كه در صورت جدا نمودن عامل اتصال (پیچ, پین, خار), هم فلز پایه و هم عامل اتصال آسیب می بیند. مزیت اتصال موقت نسبت به اتصال دائم آن است كه كمترین عیب احتمالی را دارد, در صورتیكه در اتصال دائم نظیر جوشكاری عیوب مختلفی ایجاد می گردد.
مزیت اتصال دائم:
.1استحكام آن بالاتر است.
٢ .امكان آب بندی وجود دارد.
٣ .سریعتر انجام می شود
۴ .آماده سازی كمتری نیاز دارد.
۵ .به مرور زمان عامل اتصال شل نمی شود


لحیم كاری
لحیم كاری یك نوع اتصال موقت می باشد و به دو دسته تقسیم می گردد
1-لحیم كاری نرم
2 -لحیم كاری
سخت در لحیم كاری از یك فلز سیال با نقطه ذوب پائین تر از فلز پایه جهت اتصال استفاده می شود. ابتدا لبه های قطعات فلزی را تا دمای بالاتر از نقطه ذوب فلز لحیم حرارت داده, سپس فلز لحیم را اضافه می نمایند.
فلز لحیم ذوب شده و در شكاف بین دو قطعه جاری می گردد و در پستی و بلندیهای سطح فلز قرار گرفته و پس از انجماد باعث عمل اتصال می گردد. اگر نقطه ذوب فلز لحیم كمتر از C°450 باشد لحیم كاری نرم و اگر بالاتر از C°450 باشد, لحیم كاری سخت نامیده می شود.
لینک مرتبط