شاید زیاد در زمان خرید اینورتر جوشکاری با کلمه جوش خراشی آرگون مواجه شده اید در این مقاله تصمیم داریم در مورد جوشکاری خراشی آرگون و جوش فرکانس بالا آرگون آشنا شویم .
جوشکاری خراشی یک فرآیند اساسی و ابتدایی در جوشکاری با اینورترهای MMA یا دستگاه جوشکاری برق است. در این نوع فرآیند شما بایستی ابتدا برای لحظه ای کوتاه برای ایجاد قوس الکتریکی الکترود را به منطقه جوش بچسبانید تا اولین جریان الکتریکی برای ایجاد قوس فراهم شود نکته مهم اینجاست که بلافاصله بعد از اولین قوس بایستی الکترود از منطقه جوش فاصله گرفته تا چسبندگی به وجود نیاید.
جوش آرگون خراشی چیست؟
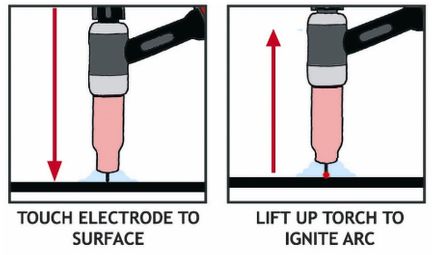
در فرآیند جوش آرگون خراشی با دستگاه جوش برق برای شروع قوس الکتریکی ابتدا بایستی تورچ به منطقه جوش اتصال پیدا کند به محض لمس منطقه جریان الکتریکی برای یونیزه شدن و ایجاد قوس الکتریکی شکل گرفته و بالافاصله جوشکار بایستی یک فاصله به اندازه قطر یک سکه ایجاد تا نوک تنگستن به منطقه جوش نچسبد.
جذابیت این نوع فرآیند صرفا در دسترس بودن و ابتدایی بودن آن است،کاربرپسند است و قابل کنترل اما در صورتیکه اپراتور به دلیل عدم آموزش نتواند جریان راه اندازی مناسب را به وجود آورد یا کنترل فاصله تنگستن تورچ آرگون را مدیریت کند نوک تنگستن به فلز خواهد چسبید و می بایست نوک تنگستن را مجددا تیز کرد.
جوش فرکانس بالا آرگون یا HF TIGچیست؟
زمانیکه شما یک اینورتر جوشکاری آرگون یا جوش تیگ تهیه میکنید احتراق با فرکانس بالا یا HF TIG در منطقه جوشکاری ایجاد میگردد

این نوع اینورترها با داشتن پدال پایی یا کلید روی دسته تورچ جریان الکتریکی را به سمت منطقه جوشکاری هدایت خواهند کرد و در صورت داشتن سوکتHF روی دستگاه گاز محافظ آرگون برای جلوگیری از اکسیداسیون بصورت خودکار و مدیریت شده از نوک تورچ خارج میگردد.
جمع بندی
در کل اگر می خواهید جوشکاری آرگون بهتری داشته باشید که مدیریت و مهارت های خود را بدرستی اعمال نمایید پیشنهاد ما استفاده از اینورترهای جوشکاری HF مخصوص جوشکاری تیگ است.این نوع اینورترها با فرکانس بالا بهترین و با ثباترین قوس الکتریکی را ایجاد خواهند کرد.



