4 وضعیت جوشکاری را بشناسید+تصویر
بدون شک مسلط بودن بر روی وضعیت جوشکاری بسیار مهم و ضروری می باشد. در برخی از موارد ممکن است وضعیت و موقعیت فلز به گونه ای باشد که نتوانید با وضعیت دلخواه، فلز را جوش بدهید. بنابراین برای اینکه جوشکار بهتری باشید سعی کنید وضعیت و موقعیت های مختلف جوشکاری را تمرین کنید. در ادامه مطلب از سایت آموزشگاه آریاگستر 4 وضعیت جوشکاری را مورد بررسی قرار می دهیم.
وضعیت جوشکاری به نوع اتصال و چگونگی اتصال بستگی دارد. اغلب مواقع فلز در شرایطی می باشد که می توانید با استفاده از وضعیت دلخواه آن را جوش بدهید اما مواقعی نیز وجود دارد که تنها از یک وضعیت می شود استفاده کرد. بنابراین عملیات جوشکاری با توجه به موقعیت فلز و موقعیت اتصال جوش بستگی دارد.
به طور خلاصه 4 وضعیت جوشکاری پر کاربرد وجود دارد که شامل :
وضعیت تخت جوشکاری
وضعیت افقی جوشکاری
وضعیت عمودی جوشکاری
وضعیت سربالا جوشکاری

همان طور که در تصویر فوق مشاهده می کنید کنار وضعیت های جوشکاری شماره 1 ، 2 ، 3 و 4 وجود دارد که به وضعیت فعلی جوش اشاره می کنند.
F1 یا G1 به معنای موقعیت جوشکاری تخت می باشد.
F2 یا G2 به معنای موقعیت جوشکاری افقی می باشد.
F3 یا G3 به معنای موقعیت جوشکاری عمودی می باشد.
F4 یا G4 به معنای موقعیت جوشکاری سربالا می باشد.
F = جوش گوشه ای
G = جوش شیاری
مرتبط بخوانید : 14 ترفند مهم در جوشکاری
وضعیت جوشکاری تخت (F1-G1)
در وضعیت جوشکاری تخت شما جوش خود را در سمت بالایی اتصالتان انجام خواهید داد. اما سطح واقعی جوش شما در یک وضعیت افقی خواهد بود. جوشکاری تخت یکی از رایج ترین و آسان ترین وضعیت جوش می باشد زیرا همان طور که می دانید جوش از سمت بالا انجام می گیرد بنابراین بر روی جوش تسلط بیشتری نسبت به وضعیت های دیگر دارید.
برای ایجاد مهره جوش رشته ای (مستقیم) بر روی فلز، ابتدا باید گرما و حرارت تورچ را با توجه به ضخامت فلز تنظیم کنیم. سپس در وضعیت جوشکاری تخت تورچ را به آرامی به جلو هدایت می کنیم نوک الکترود با سطح فلز باید یک زاویه 45 درجه ایجاد کند تا مهره جوش رشته ای کاملا بی نقص شکل بگیرد.
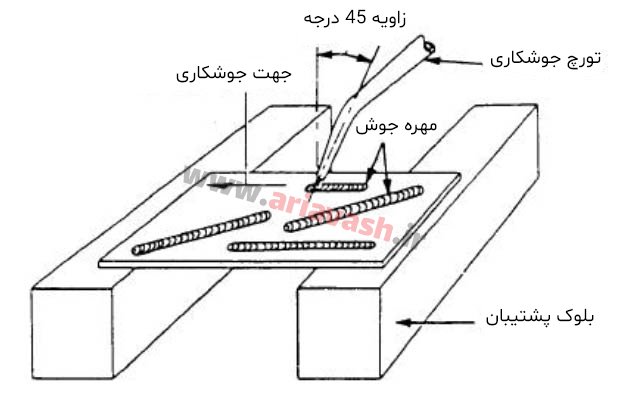
برای افزایش عمق جوش، زاویه بین الکترود و سطح فلز را افزایش بدهید یا سرعت حرکت تورچ را کاهش دهید. اینگونه می توانید به اندازه کافی فلز را ذوب کنید و در نهایت یک جوش بی نقص ایجاد می شود.
همچنین گودال جوش ایجاد شده بین الکترود و سطح فلز نباید بزرگ باشد زیرا باعث ذوب شدن بیش از حد فلز می شود.
برای ایجاد مهره جوش بدون استفاده از فیلر، باید تورچ را کمی از سطح فلز فاصله بدهید اما برای ایجاد مهره جوش با فیلر، باید فاصله بین تورچ و سطح فلز را کاهش داد.
برای ایجاد مهره جوش رشته ای با استفاده از فیلر در وضعیت جوشکاری تخت باید به سرعت حرکت تورچ، فیلر و اندازه گودال دقت کرد. برای اینکه بتوانید مهره جوش بی نقصی تشکیل بدهید ابتدا فیلر و تورچ را در یک زاویه مشخص حرکت بدهید هرچه گودال بین تورچ، فیلر و سطح فلز کم باشد، فیلر آسان تر ذوب می شود بنابراین مهره جوش ایجاد خواهد شد. همچنین توجه داشته باشید که سرعت حرکت تورچ و بزرگ یا کوچک بدون گودال جوش بستگی به نوع کار و فلز دارد.
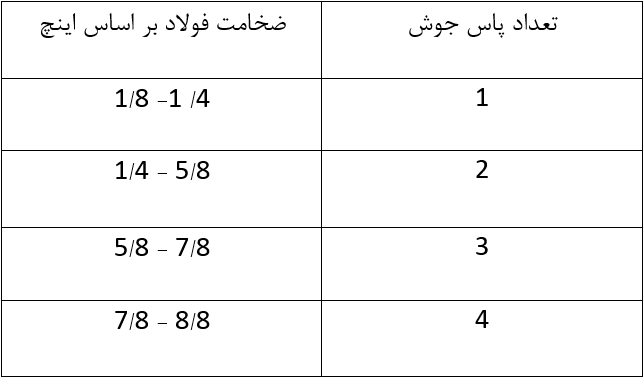
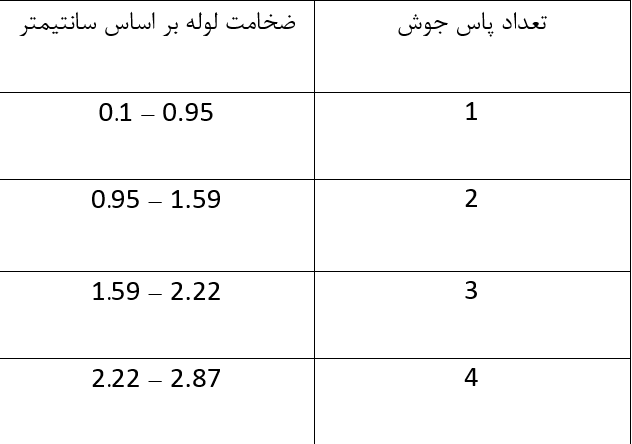
جدول زیر تعداد پاس جوش در ازای ضخامت فولاد برای جوش لب به لب را نمایش می دهد.
مرتبط بخوانید : با انواع پاس جوش آشنا شوید.
وضعیت افقی جوشکاری 2F-2G

در وضعیت افقی، محور جوش تقریبا افقی است و رایج ترین نوع جوشکاری به صورت افقی اینگونه است که یک فلز به صورت عمودی و فلز دیگر به صورت افقی به یکدیگر متصل می شوند. ایجاد خال جوش برای متصل کردن دو فلز در این شرایط بسیار مهم می باشد زیرا نگه داشتن دو فلز یک به صورت عمودی و دیگری به صورت افقی دشوار است اما با ایجاد چند خال جوش می توانید به راحتی دو فلز را در وضعیت افقی به یکدیگر متصل کنید همچنین اتصال در موقعیت افقی به تمرینات بیشتری نسبت به وضعیت قبلی نیاز دارد.
مرتبط بخوانید : آموزش جوش تیتانیوم 0 تا 100
تسلط داشتن بر روی جوش لب به لب دشوار تر از وضعیت تخت می باشد. به گونه ای که قبل شروع عملیات جوشکاری، کناره های فلز را کاملا صاف کنید تا در هنگام جوشکاری از ترک خوردن و خورده شدن فلز جلوگیری شود.

وضعیت جوشکاری عمودی (3F-3G)
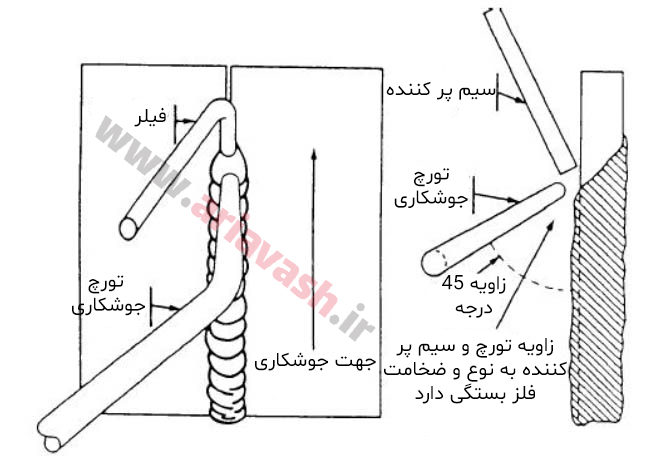
همانند وضعیت افقی، در وضعیت جوشکاری عمودی نیز باید تورچ و فیلر را در زاویه 45 درجه نگه دارید و تورچ را به آرامی به سمت جلو هدایت کنید. نگه داشتن فیلر و تورچ در یک زاویه بسیار ضرروی می باشد تا فیلر به درستی ذوب شده و در نهایت مهره جوش ایجاد شود.
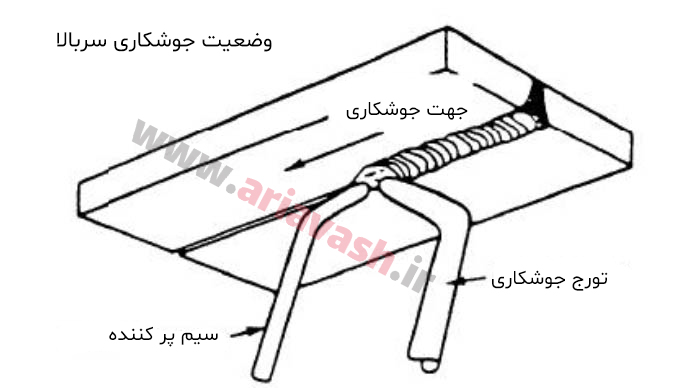
وضعیت جوشکاری سربالا (4F-4G)
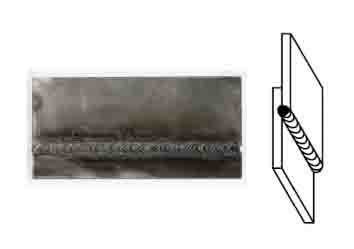
وضعیت جوش سربالا نسبت به موقعیت های دیگر دشوار تر است زیرا باید گودال جوش کمتر باشد تا مهره جوش به درستی شکل بگیرد. اگر گودال جوش بزرگ باشد فلز بیش از حد ذوب می شود و در نهایت جوش بی نقصی نخواهید داشت. بنابراین حفظ فاصله کم بین تورچ و فیلر در وضعیت جوشکاری سربالا بسیار مهم می باشد.
مرتبط بخوانید : 10 نکته مهم در مورد تنظیمات اینورتر جوشکاری
موقعیت جوش لوله
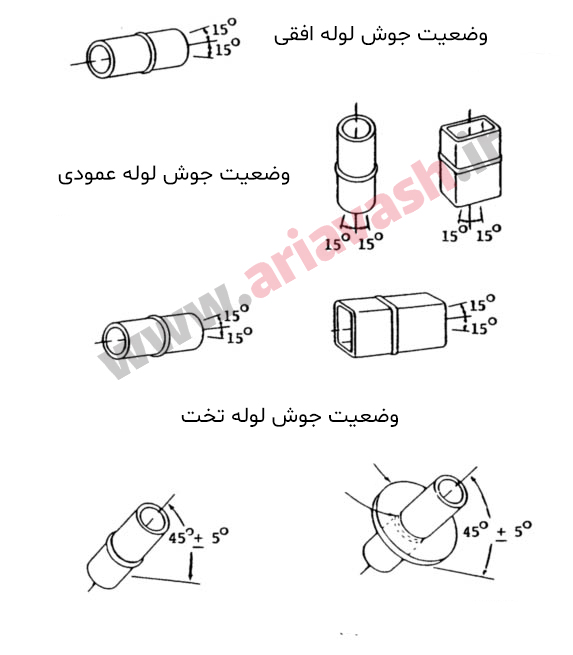
وضعیت جوش لوله به شرایط نوع جوش و نوع اتصال بستگی دارد به طور معمول وضعیت جوش لوله تخت می باشد که جوشکار در ابتدا باید چند خال جوش ایجاد کرده و سپس دو لوله را به یکدیگر جوش بدهد.
نحوه جوش لوله در موقعیت افقی

برای جوش دادن لوله با توجه به تصویر فوق ابتدا از نقطه C شروع کنید و به سمت بالا نقطه B پیشرفت کنید. هنگامی که به نقطه B رسیدید، لوله را در جهت عقربه های ساعت بچرخانید تا به مهره جوش نقطه C برسید و دوباره به سمت نقطه B جوش بدهید. وقتی از نقطه B به نقطه A می رسید در این مرحله جوش همانند وضعیت تخت قرار دارد و تورچ را به آرامی از نقطه B به نقطه A هدایت کنید.
توجه : اگر ضخامت دیواره لوله بیش از 1.4 اینچ (0.64 سانتی متر) باشد، باید جوش به روش پاس صورت بگیرد.
جوش لوله در موقعیت ثابت
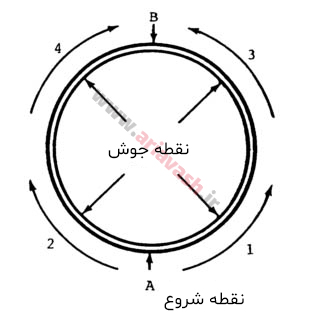
برای جوش دادن لوله در موقعیت ثابت، نباید لوله در حین عملیات جا به جا کرد و باید در یک مکان به صورت ثابت نگه داشته شود.
با توجه به تصویر فوق مراحل زیرا انجام بدهید.
برای شروع جوشکاری از نقطه A یا ساعت 6 شروع کنید تا به موقعیت ساعت 3 برسید.
سپس دوباره از ساعت 6 یا نقطه A به سمت ساعت 9 جوش بدهید.
اکنون از ساعت 3 به موقعیت ساعت 12 جوش داده و سپس از ساعت 9 تا ساعت 12 را جوش بدهید.
وضعیت جوش لوله عمودی
برای جوش دادن لوله در شرایط عمودی با توجه به تصویر فوق ابتدا چند نقطه جوش ایجاد کرده سپس جوش را کامل کنید. دلیل ایجاد کردن خال جوش این است که دو لوله نسبتا ثابت قرار بگیرند تا فرآیند جوشکاری تکمیل شود.
اهمیت خال جوش
با توجه به وضعیت جوش، اگر از فیکسچر و گیره جوشکاری استفاده نمی کنید، ایجاد خال جوش بسیار مهم می باشد تا فلز را در یک مکان ثابت نگه دارد. هرچه استفاده از گیره و فیکسچر جوشکاری مهم می باشد اما اگر به گیره دسترسی ندارید سعی کنید چند تا نقطه جوش ایجاد کنید و سپس عملیات جوش را تکمیل کنید.
جوش لوله آلومینیوم
یکی از چالش های که برای جوشکاری آلومینیوم وجود دارد ، وجود لایه اکسیدی آلومینیوم (Al2O3) بر روی سطح است ، آلومینیوم جزو موادی است که دارای اکسید فلز مقاوم است بطوریــکه دمای ذوب اکسید آلومینیوم حدود ۲۰۵۰ درجه سانتیگراد است درحالیکه دمای ذوب آلومینیوم حدود ۶۶۰ درجه سانتیگراد می باشد. هنگام جوشکاری آلومینیوم ، این لایه باید برداشته شود که ۳ راه برای آن وجود دارد .
۱) ماشینکاری
۲) استفاده مواد خورنده لایه اکسیدی
۳) استفاده از روش های جوشکاری که باعث برداشتن این لایه میشند مانند قوس تمیــزی
اگر لایه برداشته نشود در حین جوشکاری بر اثر تلاطم های مذاب لایه اکسیدی شکسته میشود و در داخل مذاب حبس میشود و ایجاد ذوب ناقص میکند .




سلام توضیحات بسیار مهم و مفید است… بسیار عالی بود.
تشکرازلطف شما
درود بر شما لطف دارید